

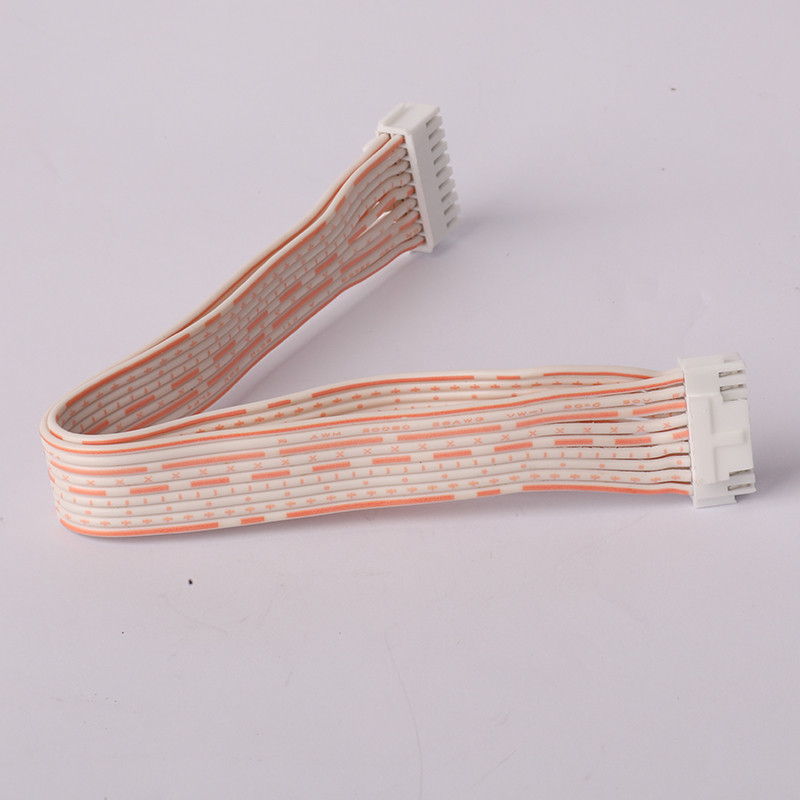



Zespół kabla wiązki przewodów miedzianych S9 L3 maszyny górniczej
Wymagania dotyczące wyglądu
1. Powierzchnia koloidu drutowego powinna być gładka, płaska, o jednolitej kolorystyce, bez uszkodzeń mechanicznych i przejrzysta w druku
2. Koloid drutowy nie może wykazywać zjawiska braku kleju, naskórku tlenowego, zróżnicowanego koloru, plam itp.
3. Rozmiar gotowego produktu musi spełniać wymagania rysunku
Test elektroniczny
① Test 100% przerwy/zwarcia/przerywania
② Rezystancja izolacji: 20 M (MIN) przy napięciu stałym 300 V/0,01 s.
③ Rezystancja przewodząca: 2,0 Ohm (MAX)



Jakie są ważne czynniki wpływające na wybór przewodów końcowych?
Obecnie zastosowanie przełączających terminali mocy w produktach elektronicznych stało się trendem rozwojowym, a elementy przełączających terminali mocy powoli się rozwijają i mogą wytrzymać większą moc wyjściową.Wraz ze wzrostem objętości terminali coraz bardziej oczywista staje się konieczność ich roli w maszynach i urządzeniach oraz odgrywają one coraz bardziej krytyczną rolę w zapewnianiu właściwości towarów.Poniżej przedstawiono kluczowe elementy wyboru zacisków przewodów niebezpiecznych.
Po pierwsze, elementy rozwiązania zasilania wyjściowego
Jednym z pierwszych czynników, które należy wziąć pod uwagę, jest zdolność komponentu do pracy z mocą wyjściową.Nie ma jednolitej specyfikacji określającej moc wyjściową i charakterystykę towarów końcowych.Specyfikacje i modele listew zaciskowych produkowanych w Europie są normami IEC, natomiast te produkowane w Stanach Zjednoczonych są normami UL.
Różnica pomiędzy obiema specyfikacjami jest dość duża.Inżynierowie techniczni, którzy nie rozumieją metody typu produktu, są narażeni na bardzo wysokie ryzyko użycia komponentów, które nie osiągają wymaganego poziomu mocy wyjściowej lub komponentów, których specyfikacje znacznie przekraczają wymagania projektowe.W Europie prąd znamionowy elementu jest określany na podstawie temperatury metalowego przewodnika, w której wykrywany jest prąd.Gdy temperatura metalowego trzpienia jest wyższa niż 45 ℃ od temperatury roboczej, dokładny personel pomiarowy użyje tego prądu jako wartości napięcia znamionowego (lub wyższego prądu) komponentu.Kolejną pozycją w specyfikacjach IEC jest dopuszczalny prąd, który stanowi 80% większego prądu.Natomiast specyfikacja UL określa dopuszczalny prąd dla elementu na 90% prądu, gdy temperatura metalowego przewodnika jest wyższa niż temperatura robocza wynosząca 30 ℃.Nietrudno zauważyć, że temperatura części przewodnika elektrycznego wykonanego z materiałów metalowych jest bardzo krytycznym elementem we wszystkich jego zastosowaniach.
Ma to kluczowe znaczenie w przypadku urządzeń mechanicznych.Ponieważ sprzęt mechaniczny zazwyczaj musi mieć temperaturę 80 ℃ środowiska pracy.Jeśli temperatura końcowa jest o 30 ℃ lub 45 ℃ wyższa od tej temperatury, temperatura końcowa może przekroczyć 100 ℃.W zależności od rodzaju naddatku i materiału izolacyjnego wybranego dla wybranych elementów, towary muszą być zasilane prądem mniejszym niż prąd znamionowy, aby mogły niezawodnie pracować w żądanym zakresie temperatur.W niektórych przypadkach surowce odpowiednie do komponentów o zwartych obudowach nie będą w stanie dobrze uwzględnić wymagań dotyczących usuwania ciepła, dlatego prąd takich elementów końcowych musi być znacznie mniejszy niż prąd znamionowy.





![Adapter USB C na Ethernet, aluminiowy konwerter sieciowy USB-C na RJ45 LAN [kompatybilny z Thunderbolt 3], 10/100/1000 Mbps, dla MacBook Pro 2019, iPad Pro, XPS, Chromebook, Galaxy S20/S10](https://cdn.globalso.com/komikaya/C092-1.jpg)


